 |
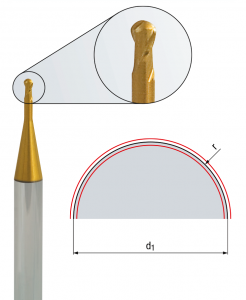
Radius tolerance: |
Z1 (1 flute) r ± 0,02 mm Z2-4 (2-4 flutes) |
Geometry design | |
 |
||||
| Diameter tolerance:
|
Z1 (1 flute) d1 ± 0,04 mm Z2-4 (2-4 flutes) |
|||
| without helix angle | with helix angle | |||


|
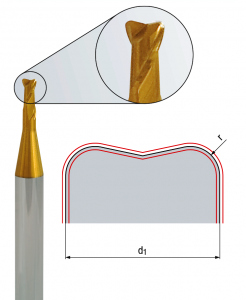
Radius tolerance: |
Z1 (1 flute) r ± 0,02 mm Z2-4 (2-4 flutes) |
Geometry design | |
|
||||
| Diameter tolerance:
|
Z1 (1 flute) d1 ± 0,04 mm Z2-4 (2-4 flutes) |
|||
| without helix angle | with helix angle | |||
 |
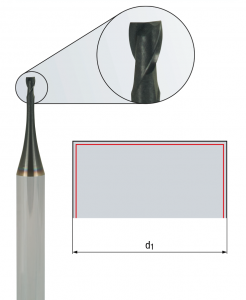
Radius tolerance: |
d1 ≤ 0,5 mm
– 0,025 mm |
Geometry design | |
 |
||||
| Diameter tolerance:
|
d1 > 0,5 mm
– 0,040 mm |
|||
| without helix angle | with helix angle | |||
 |
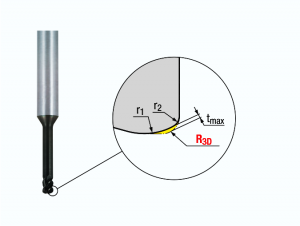
Diameter tolerance: | d1 ≤ 0,5 mm
– 0,025 mm |
Geometry design |
 |
|||
| d1 > 0,5 mm
– 0,040 mm |
|||
| with helix angle |
| DUPLEX geometry | |
 |
|
Formulae for cutting data calculation |
|
| Speed/rpm | 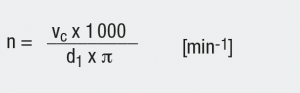 |
| Cutting speed | 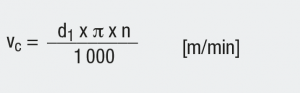 |
| Feed speed | 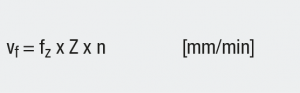 |
| Feed per tooth | 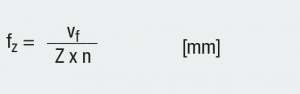 |
© FRANKEN Dental 2025